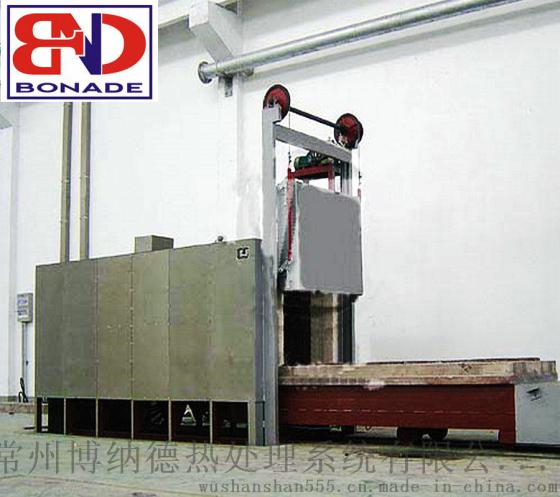
节能减排环保蓄热式台车热处理加热炉”详细介绍
主要用于坯料的热处理加热;采用凤谷专利多股射流结构、蓄热式脉冲控制燃烧技术;燃天然气单耗<35m3/t;可使用高炉煤气、热脏煤气、混合煤气、天然气、液化气、发生炉煤气等燃料;采用P-HTAC控制技术,采用PLC+HMI的集散式控制系统,控温精准,燃烧更充分,并有效减少氧化烧损;高效蓄热蜂窝体结构设计,体积小,结构简单紧凑,效率相比常规蓄热体高一倍以上;通过多股射流结构,无烟气高速冲蚀,用于高炉煤气寿命可达18个月;介质预热温度与入口烟气温度差小于100℃,极限回收烟气余热;顶置大冲量弥散火焰、低NOx燃烧,炉温更均匀;符合《工业炉窑大气污染物排放标准》(GB9078-1996);配合换向阀,结构简单,运行稳定可靠,寿命可达100万次以上;密封方式采用耐火纤维软密封结构,压紧方式采用多点气缸压紧,炉门升降使用卷扬机驱动;点火系统具有自动点火和火焰监测功能,并由控制系统进行安全连锁,当炉内温度低于800℃时,强制打开;当炉内温度升至800℃以上时自动切断点火烧嘴;完善的安全控制系统,采用燃气、空气及压缩空气检测及安全控制系统;根据加热工艺灵活设定加热曲线,加热过程完全满足加热曲线控制要求;优势:节能环保、长寿、炉温均匀、加热质量产品参数序号名称单位数据1.工业炉类型—蓄热式台车热处理加热炉2.炉子用途—碳钢、低合金钢、不锈钢等热处理加热3.炉子作业制度—间歇作业4.炉膛尺寸(长×宽)mm3000~18000×2000~80005.最大装料高度mm30006.正常工作温度℃600~12507.最高工作温度℃13008.系统控温精度℃±59.保温后期工件表面温度均匀性℃±1510.装炉量T/炉15~30011.平均升温速度℃/h50~15012.炉衬结构—复合砌筑浇注结构13.燃料种类—各种气体14.烧嘴类型—蓄热式直焰烧嘴、蓄热式平焰烧嘴15.烧嘴安装方式—炉顶上部安装、炉墙侧装16.单个烧嘴功率kW300~100017.烧嘴数量套2~2418.空气预热温度℃低于炉温80~100℃19.单耗Nm3/t<35m3/t20.排烟温度℃150~200℃21.控制系统—PLC+HMI,集散控制系统22.控温区数量—1~1023.排烟方式—烟气经蓄热体后由抽烟风机排出,是“PULSEHIGHTEMPERATUREAIRCOMBUSTION”的缩写,意为“脉冲高风温燃烧”。其中高风温燃烧(HTAC)又称蓄热式燃烧,是近年来迅速在国际上成功推广使用的革命性燃烧方式,由于HTAC是一种体积弥散燃烧方式,炉内烟气动能大,烟气搅动的作用增加,炉温更趋均匀,相对传统的燃烧方式而言,具有节能、环保、炉温均匀、炉体寿命长等众多优点。脉冲(PULSE)燃烧控制技术的出现更早于蓄热式技术,发展至今已有二十年以上的历史,它是一种间断燃烧的方式,使用脉宽调制技术,通过调节燃烧时间的占空比(通断比)实现炉内的温度精确控制。与传统的比例燃烧控制相比,脉冲烧嘴一旦燃烧,就处于其设计的燃烧状态,保证烧嘴燃烧时的燃气出口速度不变。脉冲燃烧控制的主要优点为:系统简单可靠,可提高炉内温度场的均匀性,烧嘴的负荷调节比大,特别适用于供热负荷变化大的炉型。P-HTAC系统由高效蓄热式烧嘴、全截止换向阀组和计算机自控系统这三大核心技术组成,我公司将P-HTAC技术应用在燃各种燃料的轧钢炉、锻造炉上,解决了常规蓄热式燃烧系统调节比较小、低负荷时炉温不均、燃烧效果差的问题。





 通过认证
通过认证



![[丹阳电炉, 输送全球]直供; 大型井式炉](/attachment/2017/10/7e/7e1ed08062.jpg)