通过认证
通过认证
“竹子支架 懒人支架竹方条 手机竹支架竹方棍 车载支架竹材”参数说明
| 是否有现货: | 是 | 认证: | FSC |
| 用途: | 家用 | 表面结构: | 横 |
| 表面处理: | 表面清漆 | 功能: | 新潮实用 |
| 颜色: | 碳化 | 竹种: | 绿竹属 |
| 利用方式: | 加工利用 | 型号: | 竹方条 |
| 规格: | 2000*60*60 | 商标: | 厚土 |
| 包装: | 托 | 2000*60*55: | 2000*65*55 |
| 产量: | 5000000 |
“竹子支架 懒人支架竹方条 手机竹支架竹方棍 车载支架竹材”详细介绍
提供各种手机竹支架 懒人竹支架 车载竹支架原材料
竹支架用料质量要求高,要求材料全饱满,颜色均匀,我们常年专业提供竹材料,为您的生产保驾护航。
竹支架常用原材料为竹方
碳化竹方
竹方+竹方条2
以下是客户支架成实例:
手机支架(板)3
材料分析:底座选用多层碳化侧压竹板,配件选用 碳化竹方
手机支架(板)
材料分析:底座选用单层碳化侧压竹板
手机支架(板)2
材料分析:全部选用碳平压竹板
一、竹板生产工艺流程:
选取三-五年生新鲜楠竹(毛竹))开片—粗铣——蒸煮——烘干——碳化——烘干——精铣——组胚——热压——裁切——砂光——开料
开片:选取无虫蛀、杆型直,生长5年的毛竹,加工成条状。
粗铣:使用粗铣机,去除竹片的竹青与竹黄
蒸煮:将粗铣过的竹条,用8%焦亚硫酸钠,进行蒸煮。条件70℃,90分钟。如需漂白处理,可加入适量双氧水。
烘干:将蒸煮过的竹片在35℃、保持通风的条件下,将竹片烘干到含水率8-12%。
碳化:碳化炉用饱和蒸气加压至2个大气压强。温度条件:140℃。根据对颜色要求,碳化时间为120-240分钟。
烘干:将碳化过的竹片再次烘干到含水率8-10%。
精铣:使用精铣机,彻底去除竹片上的竹青竹黄,并使竹片厚度,宽度均匀一致。
组胚:剔除竹片中颜色不一致的、有霉斑的、残缺的等不良品,组合成所要生产的竹板尺寸。
热压:将选好的竹条涂上脲醛树脂。装入热压机成型。热压条件:600000KG压力,温度40℃,保压时间6分钟。
裁切:将压制成型的竹板裁切整齐。
砂光:用80目砂纸,对竹板进行粗砂。
开料:将竹板锯成客人所需规格
二、竹板分类:
1.根据结构分类:平压竹板 侧压竹板 工字竹板 纵横竹板
2.根据颜色分类:碳化竹板 本色竹板 斑马竹板
三、区别:
(1.)侧压竹板特点:
1.颜色:碳化、本色以及碳化本色相间的斑马
2.层数:1.5-25mm 单层、25-46mm双层、46mm以上多层
3.外观:竹纹细长,竹节小巧,竹质特质一目了然;
IMG_4053
(上图:碳化侧压竹板 )
竹板切面图
(2)
三、平压竹板特点:
1.颜色:碳化、本色以及碳化本色相间的斑马
2.层数:1.5-8mm 单层、8-16mm双层、15mm以上多层
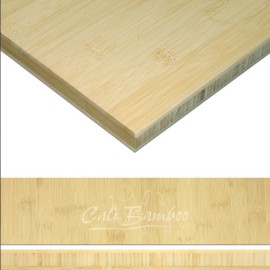
3.外观:竹片平铺,竹纹宽长,竹节完整,竹质特质一目了然;
碳平竹板
(上图:碳化平压竹板)
(3)纵横/工字 竹板特点:
1.颜色:碳化、本色以及碳化本色相间的斑马
2.层数:3层,纵横交错压制
3.外观:表面平压 侧压均可 中间层 平压为 纵横板,中间层侧压为工字板;
undefined
(上图:碳化多层工字竹板)
五、质量保证:
1.尺寸:长 宽 厚度 均无负公差;
2.表面:以上报价均为双面砂光无负公差
竹支架用料质量要求高,要求材料全饱满,颜色均匀,我们常年专业提供竹材料,为您的生产保驾护航。
竹支架常用原材料为竹方
碳化竹方
竹方+竹方条2
以下是客户支架成实例:
手机支架(板)3
材料分析:底座选用多层碳化侧压竹板,配件选用 碳化竹方
手机支架(板)
材料分析:底座选用单层碳化侧压竹板
手机支架(板)2
材料分析:全部选用碳平压竹板
一、竹板生产工艺流程:
选取三-五年生新鲜楠竹(毛竹))开片—粗铣——蒸煮——烘干——碳化——烘干——精铣——组胚——热压——裁切——砂光——开料
开片:选取无虫蛀、杆型直,生长5年的毛竹,加工成条状。
粗铣:使用粗铣机,去除竹片的竹青与竹黄
蒸煮:将粗铣过的竹条,用8%焦亚硫酸钠,进行蒸煮。条件70℃,90分钟。如需漂白处理,可加入适量双氧水。
烘干:将蒸煮过的竹片在35℃、保持通风的条件下,将竹片烘干到含水率8-12%。
碳化:碳化炉用饱和蒸气加压至2个大气压强。温度条件:140℃。根据对颜色要求,碳化时间为120-240分钟。
烘干:将碳化过的竹片再次烘干到含水率8-10%。
精铣:使用精铣机,彻底去除竹片上的竹青竹黄,并使竹片厚度,宽度均匀一致。
组胚:剔除竹片中颜色不一致的、有霉斑的、残缺的等不良品,组合成所要生产的竹板尺寸。
热压:将选好的竹条涂上脲醛树脂。装入热压机成型。热压条件:600000KG压力,温度40℃,保压时间6分钟。
裁切:将压制成型的竹板裁切整齐。
砂光:用80目砂纸,对竹板进行粗砂。
开料:将竹板锯成客人所需规格
二、竹板分类:
1.根据结构分类:平压竹板 侧压竹板 工字竹板 纵横竹板
2.根据颜色分类:碳化竹板 本色竹板 斑马竹板
三、区别:
(1.)侧压竹板特点:
1.颜色:碳化、本色以及碳化本色相间的斑马
2.层数:1.5-25mm 单层、25-46mm双层、46mm以上多层
3.外观:竹纹细长,竹节小巧,竹质特质一目了然;
IMG_4053
(上图:碳化侧压竹板 )
竹板切面图
(2)
三、平压竹板特点:
1.颜色:碳化、本色以及碳化本色相间的斑马
2.层数:1.5-8mm 单层、8-16mm双层、15mm以上多层
3.外观:竹片平铺,竹纹宽长,竹节完整,竹质特质一目了然;
碳平竹板
(上图:碳化平压竹板)
(3)纵横/工字 竹板特点:
1.颜色:碳化、本色以及碳化本色相间的斑马
2.层数:3层,纵横交错压制
3.外观:表面平压 侧压均可 中间层 平压为 纵横板,中间层侧压为工字板;
undefined
(上图:碳化多层工字竹板)
五、质量保证:
1.尺寸:长 宽 厚度 均无负公差;
2.表面:以上报价均为双面砂光无负公差